Avtomatsko planiranje v sistemu Qlector LEAP
Opis delovanja avtomatskega planiranja
Avtomatsko planiranje v LEAPu deluje na osnovi optimizacijskih metod umetne inteligence. Ker UI metode delujejo na osnovi podatkov, je za predlog optimalne rešitve potrebno upoštevati podatkovni kontekst (vsi delovni in planski nalogi, ki so na voljo, vključno s trenutno predvidenim stanjem vhodnih materialov in odpoklicev). Uporabnik lahko določa, kakšna je optimalna rešitev v njegovih očeh (določa relativno utež, kaj naj metode prioritizirajo:
(1) Minimaliziranje zamud ali
(2) menjave orodij.
Ob tem lahko uporabnik tudi izbere, ali naj LEAP pri optimiziranju upošteva pokritost z materiali ali ne. LEAP določi relativno utež posamezni rešitvi (postavitvi plana) glede na trenutni podatkovni kontekst. Ko LEAP izračuna uteži, lahko izbere optimalni plan. Verifikacija posameznih rešitev je možna zgolj ob istih vhodnih podatkih, kjer uporabnik lahko preveri konkurenčne rešitve med seboj (LEAP ponuja pri tem avtomatski izračun KPI-jev posamezne rešitve).
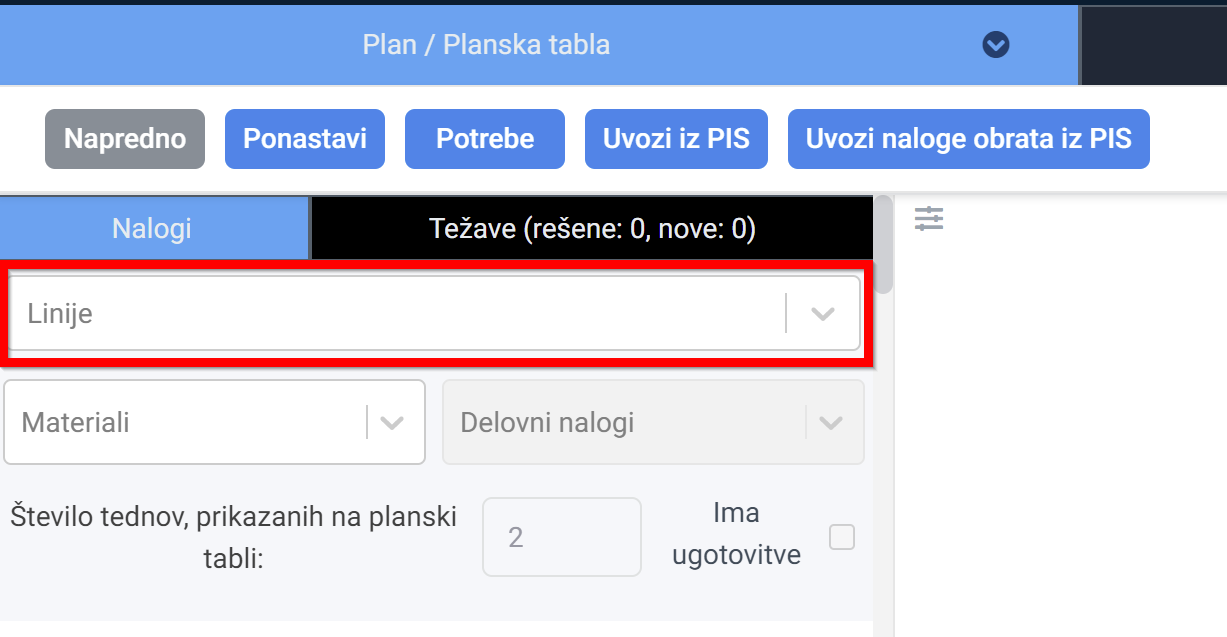
Izbira linij za planiranje
Z izborom proizvodnih linij prek filtra na levi strani povemo avtomatiki, katere linije naj planira. Vse ostale linije se ne bodo planirale, njihova poraba vhodnega materiala pa se bo še vedno upoštevala pri napovedi gibanja zalog vhodnih materialov za izbrane linije.
Razporejanje na druge linije
Razvrščanje lahko spreminja delovno mesto, na katerem je razpisana posamezna operacija.
Seznam alternativnih linij, na katere se lahko razporeja operacijo, je dostopen Naprednim uporabnikom v upravljanju skupine linij, pogled Matrix.
Specifike spreminjanja so odvisne od sledečih nastavitev:
Nastavitev planning_can_change_workorder_line na nivoju skupine linij določa, ali lahko avtomatika spremeni delovno mesto delovnih nalogov. Če je izklopljena, potem lahko razvrščanje spremeni delovno mesto samo planskim nalogom.
Nastavitev planning_table_production_versions na nivoju obrata določa, ali se za spreminjanje delovnega mesta uporablja proizvodne verzije ali zgodovinska opažanja s strani LEAPa. Proizvodne verzije se avtomatsko prenesejo iz SAPa.
Vsako kombinacijo linija/opeacija se lahko naknadno onemogoči v pogledu “Matrix” med nastavitvami za skupino linij.
Če je omogočena uporaba proizvodnih verzij (nastavitev na nivoju obrata: planning_table_production_versions), je potrebno upoštevati naslednje omejitve:
- Pri proizvodnih nalogih se lahko proizvodna verzija zamenja samo v primeru, da ostaneta struktura operacij in kosovnica enaki.
- Pri planskih nalogih se lahko proizvodna verzija zamenja tudi, če ni enaka struktura operacij, kosovnica pa mora biti enaka.
- Nalogom, ki so že delno potrjeni, ni možno shraniti nove proizvodne verzije v SAP. V takih primerih se v SAP zapišejo spremenjene proizvodne linije, vendar proizvodna verzija ostane ista.
- Alternativne linije, ki temeljijo na zgodovini produkcij, so sicer vidne v pogledu Matrix, vendar jih pri omogočeni uporabi proizvodnih verzij ni možno uporabiti.
Nerazvrščene operacije
Operacije, ki jih razvrščanje ne uspe razvrstiti zaradi katerega koli razloga (npr. pokritost z vhodnim materialom, zasedenost kapacitet), so premaknjeni med nerazporejene operacije. Razlog za premik je naveden med razlago odločitev avtomatike.
Zamrznjeni nalogi
Na planski tabli je možno posamezne operacije zamrzniti. Avtomatika bo prioritetno razporejala te operacije tako, da se bodo končali na točno določen, zamrznjen datum.
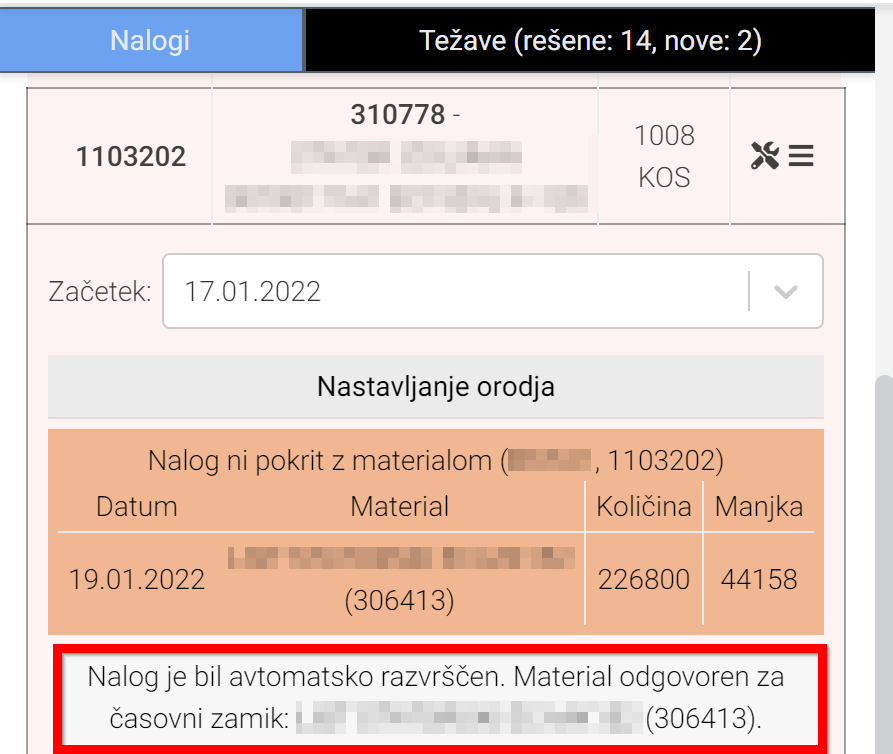
Razlaga odločitev avtomatike
Po izvedbi avtomatskega planiranja se poleg nalogov na levi strani izpišejo tudi razlage, zakaj je bila operacija tako razporejena. Če operacija ni bila zajeta v planiranje ali zanjo ni bilo mogoče najti rešitve, je tudi to navedeno.
Posebne nastavitve pri ročnem zagonu avtomatskega planiranja
Ko ročno izberemo avtomatsko planiranje, se najprej odpre okno z uporabniškimi nastavitvami planiranja. Te nastavitve se ohranijo, dokler ne zapremo ali osvežimo brskalnika.
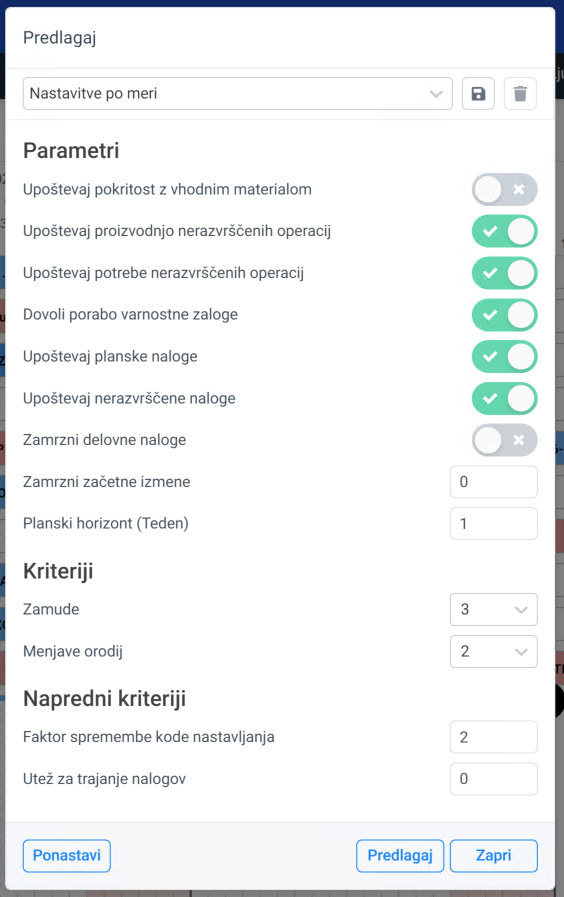
Upoštevaj pokritost z vhodnim materialom
Razvrstijo se samo operacije, za katere je na voljo dovolj vhodnega materiala.
Nivo vhodnega materiala je določen z uporabo napovedi gibanja zalog in upošteva:
- Trenutno stanje v skladišču z upoštevanjem varnostne zaloge
- Planirane odpoklice in dobave na ustrezne datume
- Napoved proizvodnje vhodnih materialov na linijah, ki niso del trenutno izbrane delavnice
- Napoved porabe na linijah, ki niso del trenutno izbrane delavnice
Vhodni material bo dodeljen operacijam v zaporedju, kot se začenjajo. Operacija, ki se bo prva pričela, bo dobila celotno količino, ki jo rabi (če na voljo). Če za naslednjo operacijo ne ostane dovolj materiala, si ga operaciji ne bosta razdelili, ampak bo prva operacija v celoti pokrita, druga pa bodisi ne bo razvrščena (če ni možna rešitev), ali pa bo razvrščena na kasnejši datum, če bo takrat pokrit z vhodnim materialom.
LEAP podpira dva načina za preverjanje pokritosti, ki ju določa nastavitev na nivoju skupine linij planning_complete_materials_at_start. Če je nastavitev izbrana, potem se lahko operacija razvrsti šele takrat, ko je na zalogi celotna potrebna količina vhodnih materialov. Če nastavitev ni izbrana, potem se lahko operacija razvrsti pred tem, pod pogojem, da se bodo tekom izvajanja naloga manjkajoče količine dale na zalogo bodisi preko dobav bodisi kot rezultat drugih nalogov.
Pokritost z vhodnim materialom upošteva nastavitev za toleranco na nivoju skupine linij planning_exact_tolerance. Privzeta vrednost je 1, kar pomeni da mora biti nalog 100% pokrit z vhodnim materialom. Manjša vrednost omogoča, da se operacija razvrsti, tudi če ni na voljo dovolj materiala za celotno operacijo. Na primer: vrednost 0.95 pomeni, da operacija potrebuje 95% vhodnega materiala za razvrstitev.
V primeru da razvrščamo nalog za polizdelek, ter nalog, ki ima ta polizdelek med vhodnimi materiali, potem LEAP upošteva določen varnostni čas: koliko ur mora preteči med tem, ko se polizdelek pojavi na zalogi, ter časom, ko se lahko porabi na naslednjem nalogu. Ta čas je izračunan na podlagi zgodovinskih podatkov.
Upoštevanje pokritosti z vhodnim materialom lahko povzroči luknje v planu oz. nezasedene kapacitete, če ob nekem trenutku ni mogoče na posamezni liniji izvesti nobenega naloga.
Če material znotraj izbranega horizonta ni na voljo, se operacija premakne med nerazporejene.
Če smo za avtomatsko planiranje izbrali samo določene linije znotraj trenutne delavnice, potem sta glede na izbrano nastavitev možna dva scenarija.
Scenarij 1: Upoštevaj pokritost z vhodnim materialom
- Material, ki se porablja tako na izbranih kot na neizbranih linijah, bo zato najprej pokril potrebe neizbranih linij. Nalogi na izbranih linijah pa bodo v primeru pomanjkanja materiala prestavljeni nazaj oziroma za razporejene naloge, če rešitve ne bo mogoče najti.
Scenarij 2: NE upoštevaj pokritosti z vhodnim materialom
- Operacije na izbranih linijah se bodo planirale brez oziranja na razpoložljivost vhodnega materiala. Razvrstijo se lahko tako zgodaj, da odvzamejo material operacijam na neizbranih linijah
Upoštevaj planske naloge
Če je vklopljeno, potem razvrščanje upošteva tudi planske naloge. Če je ta nastavitev izklopljena, se planski nalogi ne bodo upoštevali pri razvrščanju in se bodo premaknili med nerazporejene. Operacijam planskih nalogov lahko razvrščanje spremeni delovno mesto, na katerem bodo razpisani, s spremembo proizvodne verzije.
Upoštevaj nerazvrščene naloge
Razvrsti na linije tudi trenutno nerazvrščene operacije. Če je ta nastavitev izklopljena, ostanejo te operacije nerazvrščene.
Zamrzni delovne naloge
Če je vklopljeno, ostanejo delovni nalogi kjer so, razvrščajo pa se planski nalogi. Če je ta nastavitev vklopljena in je obenem nastavitev “Upoštevaj planske naloge” izklopljena, se ne bo nič planiralo.
Zamrzni začetne izmene
Če ne želimo spreminjati plana za določeno število izmen, lahko te izmene zamrznemo s pomočjo te nastavitve. Možne izbire so:
- -1 planiraj vse naloge, tudi te, ki se že izdelujejo
- 0 planiraj samo naloge, ki se še niso začeli
- 1 planiraj samo naloge, ki se po trenutnem planu začnejo po 1. izmeni
- 2 planiraj samo naloge, ki se po trenutnem planu začnejo po 2. izmeni …
Planski horizont
Določa časovno obdobje, v katerem bo avtomatika planirala operacije. Nastavitev je število tednov, kjer je 1 teden 7 dni. Obdobje začne teči na trenutni datum.
Razvrstitev lahko razvrsti naloge samo na razpoložljive kapacitete v izbranem obdobju. Nalog se mora znotraj obdobja začeti, izvajanje pa lahko traja tudi po koncu izbranega obdobja, ampak se mora nalog končati v določenem številu dni po koncu horizonta. To je določeno v nastavitvah skupine linij z nastavitvijo planning_time_horizont_buffer, privzeta vrednost je 7 dni.
V razvrščanje so vključeni vsi nalogi, ki so prisotni na planski tabli (ne samo nalogi znotraj prikazanega horizonta) ter glede na ostale nastavitve.
Dobave vhodnega materiala, odpoklici, proizvodnja in poraba v drugih delavnicah so upoštevane za čas planskega horizonta z možnostjo podaljšanja. Podaljšanje je nastavljeno na nivoju skupine linij z nastavitvijo planning_time_horizont_needs. Privzeta vrednost je 7 dni. To pomeni, da bo razvrščanje upoštevalo tudi odpoklice, ki so največ 7 dni po koncu planskega horizonta. V krajšem horizontu zato lahko nalogi povzročajo zamudo, saj med planiranjem niso upoštevali odpoklica, ki je bil izven horizonta.
Kriteriji planiranja
Uteži kriterijev (zamude in menjave orodij) določajo, koliko je en kriterij pomembnejši od drugega. Če sta oba kriterija 5, sta enako pomembna, kot če sta oba 0.
Poravnaj
Možnost “Poravnaj” je namenjena vzdrževanju pravilnega zaporedja in prekrivanja operacij. S to možnostjo se ohrani vrstni red operacij, premaknejo se lahko le na kasnejši termin tako, da so upoštevana tudi obvezna prekrivanja operacij. Upošteva se tudi razpoložljivost vhodnih materialov, zato se lahko operacije s poravnavo premaknejo med nerazvrščene, če zanje znotraj izbranega ni dovolj vhodnega materiala.
Analyzing results of automatic planning
Po koncu avtomatskega razvrščanje je na seznamu Nalogi (na levi strani) za vsako operacijo na voljo razlaga odločitve. Te vključujejo:
-
Pomanjkanje vhodnega materiala za razvrstitev naloga
-
Pomanjkanje kapacitet za razvrstitev naloga Možne rešitve: povečajte parameter horizont planiranja povečajte nastavitev planning_time_horizont_buffer na Skupini linij (če so nalogi predolgi, da bi se končali znotraj tega horizonta Omogočite dodatne izmene
-
Nalog ni bil razvrščen ker zgodnejši nalogi za isti material niso bili uspešno razvrščeni Če obstaja več nalogov za isti material, avtomatsko planiranje ne bo razvrstilo kasnejšega, če razvrščanje zgodnejšega ni uspelo
-
Nalog je bil avtomatsko razvrščen. Časovni zamik zaradi predhodne operacije
-
Nalog je bil zamrznjen in ga avtomatsko razvrščanje ni premikalo Možne rešitve: Skrajšajte obdobje Zamrzni izmene Onemogočite možnost Zamrzni proizvodne naloge
-
Nalog ni bil del avtomatskega razvrščanja Possible solutions: Omogočite Upoštevaj planske naloge Omogočite “Upoštevaj nerazvrščene naloge”
Novi plan se lahko kot celota ovrednoti v pogledih Kazalniki in Napoved zaloge.